鴻栢金螯全自動機器人拉弧式螺柱焊機

產品描述
詳細信息
| 型號: | PIDS | 螺柱直徑: | Φ:3~8mm |
|---|---|---|---|
| 焊接方式: | 拉弧式 | 焊槍類型: | 機械手,手動,半自動化 |
| 焊接材質: | 鋁 | 品牌: | 金螯 |
| 產品別名: | 電弧式螺柱焊機 | 額定輸入容量: | 120KVA |
| 動力方式: | 電動 | 焊接頻率: | 30-60 studs/min |
| 連續工作次數: | 500以上 | 輸入電壓: | 3×380V |
| 外形尺寸: | 非標定製 | 重量: | 非標定製 |
PIDS螺柱焊接系統產品簡介
一、系統產品背景
PIDS螺柱焊接系統是深圳市鴻栢科技實業有限公司為滿足汽車螺柱焊接新要求、新特點開發的。針對汽車製造材料及工藝的更改,如有鋁車身的螺柱焊接、高強度材料的螺柱焊接、超過原有螺柱直徑/工件板厚的薄板的螺柱焊接、生產線採用機器人焊接螺柱等等,深圳市鴻栢科技實業有限公司原有的螺柱焊接系統是無法很好解決這些問題的,就是國際上的螺柱焊接設備也不能全部很好解決這些問題。
根據深圳市鴻栢科技實業有限公司多年在汽車螺柱焊接設備方面的研發使用經驗及其研發新產品的技術準備,經過幾年來的研發,整個系統產品于2013年推出。採用保護氣體及特殊螺柱焊接工藝滿足了鋁車身鋁合金螺柱焊釘的螺柱焊接;使用開放式的螺柱焊接工藝解決高強度板材螺柱焊接;通過直線電機精確控制拉弧距離及增大螺柱焊接電源瞬時輸出功率解決薄板的螺柱焊接;使用自動螺柱焊槍能與機器人構成自動螺柱焊接系統。
此螺柱焊接系統是深圳市鴻栢科技實業有限公司完全自主開發的,具有完全的自主知識產權。可以根據用戶的技術要求定製、提供不同的設備功能特點,如螺柱焊的計數、報警或特殊工位焊槍機械、電氣結構的改變。
二、系統產品組成
PIDS螺柱焊接系統,主要由電源主機(1台)、手持式編程器(1台)、焊接計數報警器(0~5台)、手動焊槍(0~5把,無需送料機)、半自動電磁鐵焊槍(0~5把,需FRS1送料機)、半自動直線電機焊槍(0~5把,需FRS1送料機)、全自動直線電機焊槍(0~5把,需FRS1送料機)及相關管線包組成。
組成說明如下:
純手動螺柱焊接,可以由PIDS電源主機、手持式編程器、手動焊槍構成,多達5個連接口;
純半自動螺柱焊接,可以由PIDS電源主機、手持式編程器、半自動螺柱焊槍及其相配螺柱送料機構成,建議為3個連接口,5個連接口;
純自動螺柱焊接,可以由PIDS電源主機、手持式編程器、半自動螺柱焊槍及其相配螺柱送料機、機器人或螺柱焊接專機構成,建議為3個連接口,5個連接口;
手動、半自動、自動的螺柱焊接可以混合搭配的,只是連接口總數為5個連接口,焊接計數報警器為選配設備。

三、系統產品分項說明
3.1、電源主機
電源主機是PIDS螺柱焊接系統的核心設備,每個系統必須有1台。
每臺電源主機配置有5個獨立的焊接通道,可以同時接5個相同或者不同類型的螺柱焊接終端(共有4種不同類型的焊接終端),每個焊接終端均可以獨立或者同時工作。同時工作時,主機按照先後順序依次對每個焊接終端進行服務。
3.2、手持式編程器
手持式編程器是PIDS螺柱焊接系統的核心組件,用於校驗系統焊接數據、調試、修改、查詢故障記錄等。編程器不必每個系統都配置,可以多個系統共用1個編程器。

編程器在使用完畢后,可以脫離PIDS螺柱焊接系統,而不影響系統正常工作。需要時,再次連接系統,編程器可以進行帶電熱插拔。
3.3、焊接計數報警器
焊接計數報警器是針對單個工件或是某個工位各個焊接輸出通道的焊接數量進行計數和報警的輔助單元,用於控制工件的螺柱焊接質量。系統中是否配置,取決于用戶的需求。
3.4、手動焊槍(第1種終端)
手動焊槍是4種焊接終端的第1種。
手動焊槍連接簡單,用焊槍尾部的焊接管線組合重載連接器直接連接到主機的任何一個焊接通道,設置好焊接工藝,即可使用。
3.5、半自動電磁鐵焊槍(第2種終端)
半自動電磁鐵焊槍是4種焊接終端的第2種。
半自動電磁鐵焊槍需要使用FRS1送料機配合使用。半自動電磁鐵焊槍焊接速度快,也可採用帶氣體保護焊接。
3.6、半自動直線電機焊槍(第3種終端)
半自動直線電機焊槍是4種焊接終端的第3種。
半自動直線電機焊槍需要使用FRS1送料機配合使用。半自動直線電機焊槍焊接速度快,採用高精度光柵閉環控制設定提升高度,提升精度高,焊接質量穩定性好,焊接條件適應性好,尤其對薄板、過大的螺柱直徑/板厚比的螺柱焊接具有很強優勢,也可採用帶氣體保護焊接。
3.7、全自動直線電機焊槍(第4種終端)
半自動直線電機焊槍是4種焊接終端的第4種。

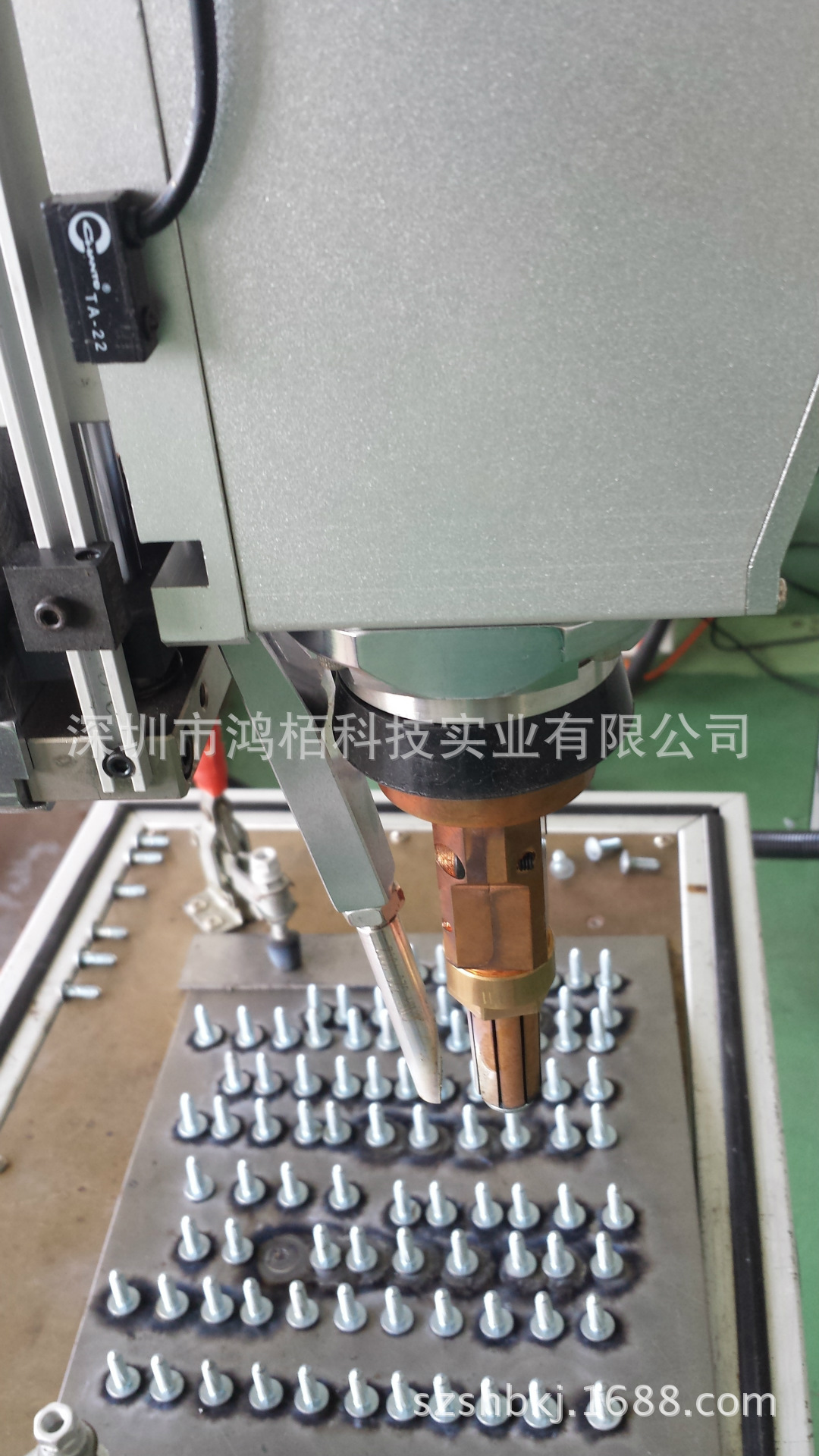
這種焊槍配合機器人焊接系統使用,需要使用FRS2送料機配合使用,屬於機器人全自動焊接專用,這種焊槍也可採用保護氣體螺柱焊接。
3.8、FRS1、FRS2送料機
FRS1送料機,是半自動螺柱焊槍必須配置的連接設備。這個設備除了完成送料的功能外,還完成與電源主機焊接時序的控制及直線電機的精確控制和相關連接設備的通信。
FRS2送料機,是自動螺柱焊槍必須配置的連接設備。這個設備除了完成送料的功能外,還完成與電源主機焊接時序的控制及直線電機的精確控制和機器人相關連接設備的通信。

四、PIDS螺柱焊接系統的主要技術參數
4.1、輸入電源要求
PIDS螺柱焊接系統電源由主機輸入,輸入電源電壓AC380V±10%,三相四線制(ABC + PE),配電容量為90KVA,輸入電纜截面積S≥16mm2,要求接地良好,外部空氣斷路器容量要求不小於100A。
4.2、壓縮空氣要求
半自動及全自動系統,需要配置壓縮空氣。
壓縮空氣輸入壓力為:0.4~0.6MPa,總進氣管外部直徑R = 8.0mm。
4.3、輸出電流及焊接能力
PIDS螺柱焊接系統,出力電流為DC 2000A,額定出力電流1800A,額定弧壓為DC20~32V,工作可以焊接螺柱直徑範圍為3~12mm。
4.4、系統設備的連接管線
手動及半自動焊鉗配置的管線包長度標配為6.0m;主機到送料機管線包長度標配為2.5m;機器人與送料機的管線包長度標準為6.0m,具體長度視現場要求。
4.5、與機器人的連接接口
PIDS螺柱焊接系統,其全自動配置中,FRS2送料機標配Device Net現場總線,可以與機器人系統相連。
如果使用非Device Net現場總線,需要使用通信網關,轉換為對應的現場總線。
4.6、電源主機、送料機尺寸
主機尺寸:600mm×646mm×960mm
FRS2送料機尺寸:498mm×448mm×468mm
4.7、工作及倉儲溫度
工作溫度:-10℃~40℃
海拔高度:≤1500米
倉儲存溫度:-40℃~75℃
4.8、主要綜合技術指標如下:
輸入電壓 AC380V±10%
額定容量 90KVA
輸出電流 2000A
額定電流 1800A
空載電壓 105V
允許螺柱直徑 3~12mm
主機尺寸 600mm×646mm×960mm
主機重量 110Kg
FRS2送料機尺寸 498mm×448mm×468mm
FRS2送料機重量 50Kg
工作溫度 -10℃~40℃
海拔高度 ≤1500米
倉儲溫度 -40℃~75℃
4.9、主要的功能調整參數指標
先導電流 20~150A 調節精度 1A
先導電流時間 20~100ms 調節精度 1ms
焊接電流 200~2000A 調節精度 1A
焊接電流時間 5~100ms 調節精度 1ms
送釘時間 500~2000ms 調節精度 1ms
裝釘時間 500~2000ms 調節精度 1ms
提升高度 0.20~3.0mm 調節精度 0.05mm
保護氣體提前時間 500~2000ms 調節精度 1ms
保護氣體延遲時間 500~2000ms 調節精度 1ms
注:軟件版本不同可能存在偏差。
五、系統產品服務支持
深圳市鴻栢科技實業有限公司是國內系統研發製造汽車螺柱焊接成套設備的專業廠家,具有豐富的設備生產經驗,產品在國內大多汽車生產廠家大量使用,公司在***設有多個銷售及售后辦事處。能就近解決生產線上設備的技術支持。
對於售前的技術問題,深圳市鴻栢科技實業有限公司的技術研發部能提供全面的技術支持,能及時協商解決用戶提出的各類解決方案。
付款方式︰ 部分款到發貨
產品圖片



